Chinese
Chinese Korean
Korean Japanese
JapaneseHow to choose a loosening prevention solution?
1.Introduction
Loosening prevention for threaded joints can be broken down into two main types; Non-rotational loosening (Slackening) and Rotational loosening (Spontaneous loosening).
Non-rotational loosening is when preload loss occurs but no relative motion occurs between the male and female threads. There are several contributing factors.
Embedding occurs because of Local deformation on contact faces, in other words, plastic flattening of the surface roughness (bolt/nut bearing faces, thread flanks) Embedment/ settlement is also sometimes referred to as permanent set.
Creep occurs when a soft material like a gasket will slowly change shape over time and permanently deforms.
When joint is under compression, the strain energy that has built up can be lost when the crystal lattice of the steel restructures. We call this relxation. Stress Relaxation is the tendency for a part to not return to its original shape after being loaded. During stress relaxation, the elongation of the bolt and the compression of the joint will not change, but preload is lost. When load is taken off the joint, we notice permanent set (part of the joint is left compressed).
Differential Thermal Expansion is when the joint expands and contracts with the rise and fall in internal heat.
With correct joint design and reasonable consideration being given to the above factors during design and assembly, most problems with slackening can be resolved.
On the other hand, Rotational loosening stems from cyclic loading in the joint. Cyclic loading can be problematic even with careful consideration to design, and correct installation. In the case of cyclic transverse loading, it is especially difficult to mitigate loss in preload due to self-loosening.
Our HARDLOCK Nut, is designed to withstand Cyclic Transverse Loading on any joint.
2.Screw Loosening Mechanisms
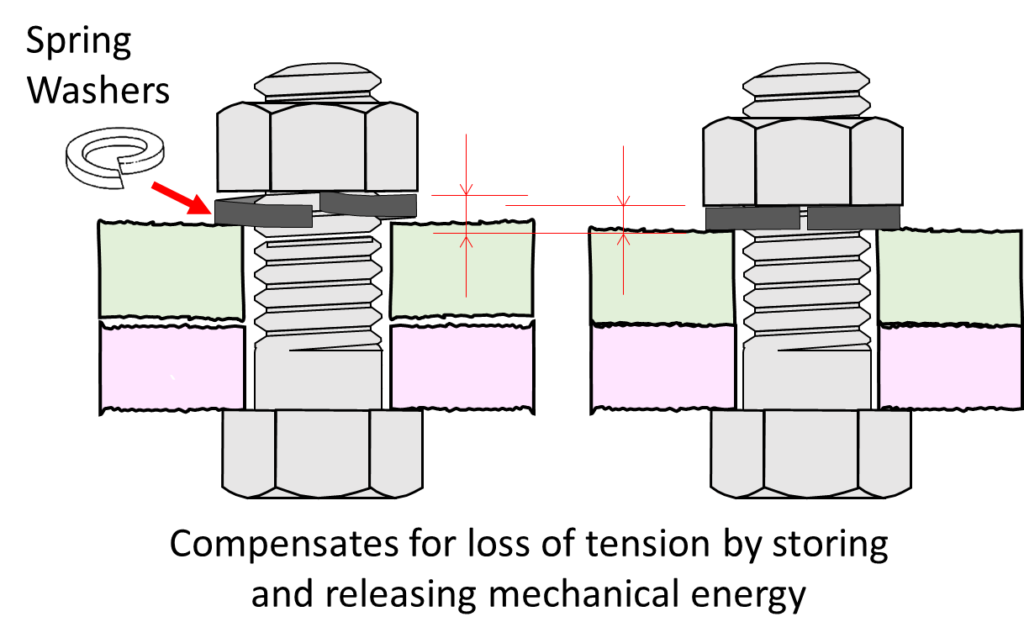
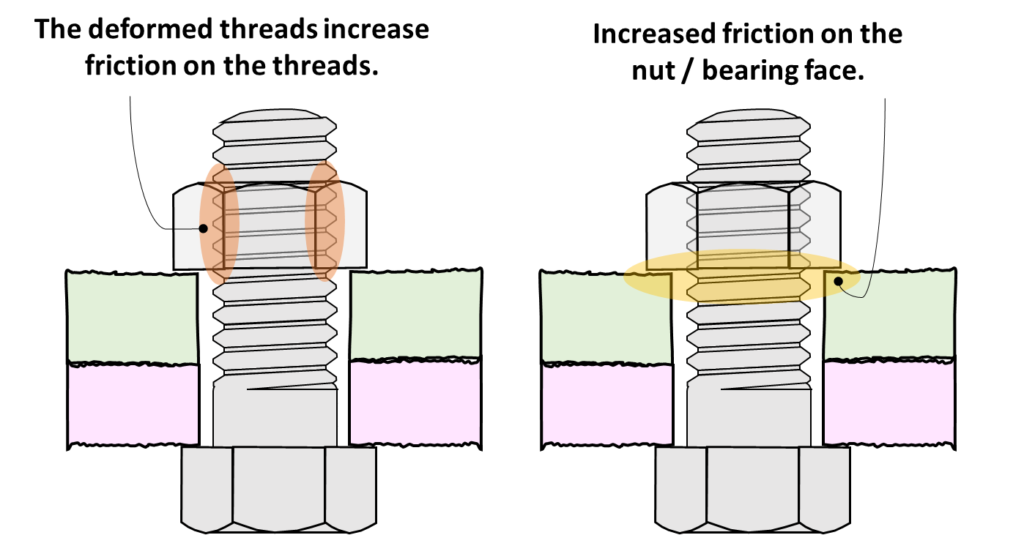
There are Loosening prevention devices to compensate for slackening (non-rotational loosening) by storing mechanical energy in a spring, and loosening prevention devices that utilize increased friction on the screw threads or bearing face to prevent relative thread movement (rotational loosening).
However loosening prevention devices that try to utilize the bearing face to increase friction such as serrated flange nuts, are not effective for cyclic transverse loading which causes slipping on the bearing surface. In this case, a device which increases friction on the threads should be used.
Threaded components mate and are able to be installed over one another because a clearance (gap) exists between the threads. On the contrary, this clearance is the reason why threads wiggle or in better words slip loose, when subjected to cyclic loading.
This is why many Loosening prevention devices take advantage of the “clearance fit”, taking different approaches in reducing the thread gap. The effectiveness of self-loosening is proportional to the degree in which threads are closely in contact with each other.
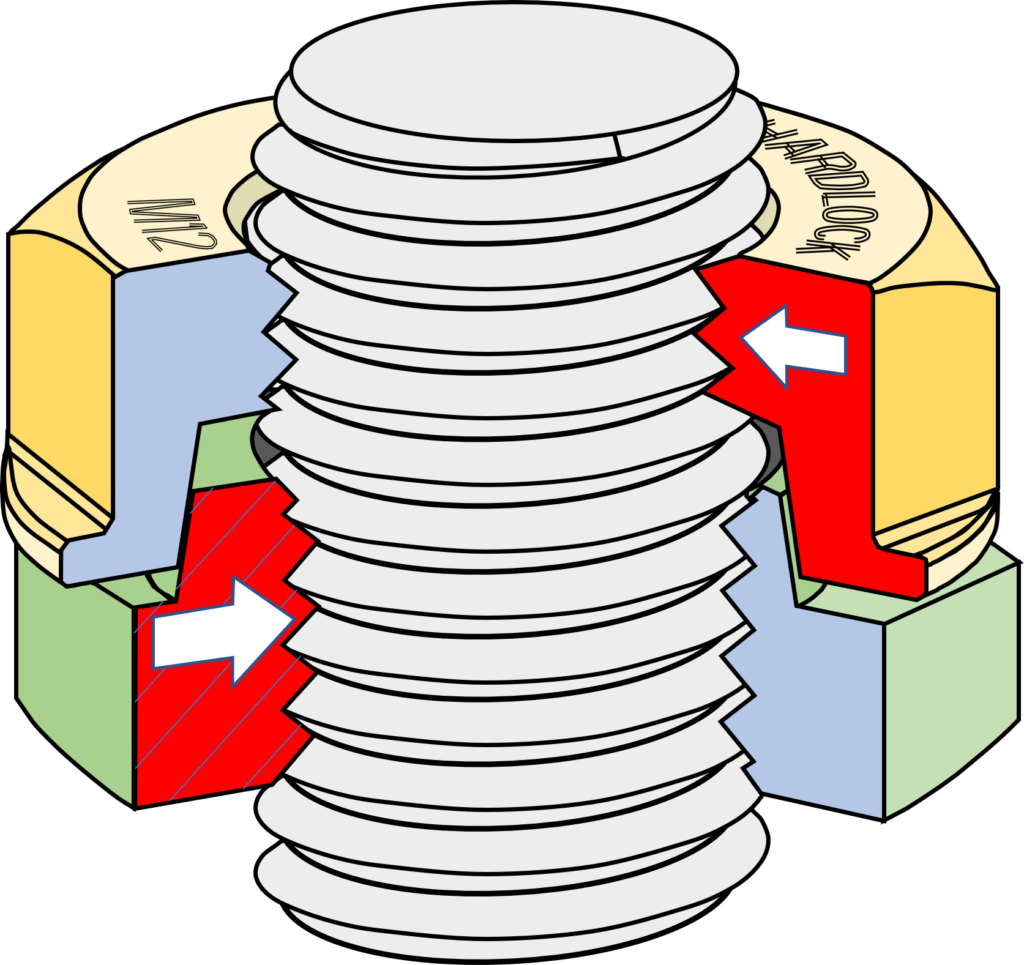
3.HARDLOCK Nut’s Wedging Mechanism
HARDLOCK Nut reduces the gap between the threads with the wedging mechanism. The idea was acquired from Japans historic use of wedges in Shinto Shrine Gates (Torii) for securing the tie beams to the posts. Also many different types of wedging techniques are utilized in Japan’s Wooden Construction Culture.
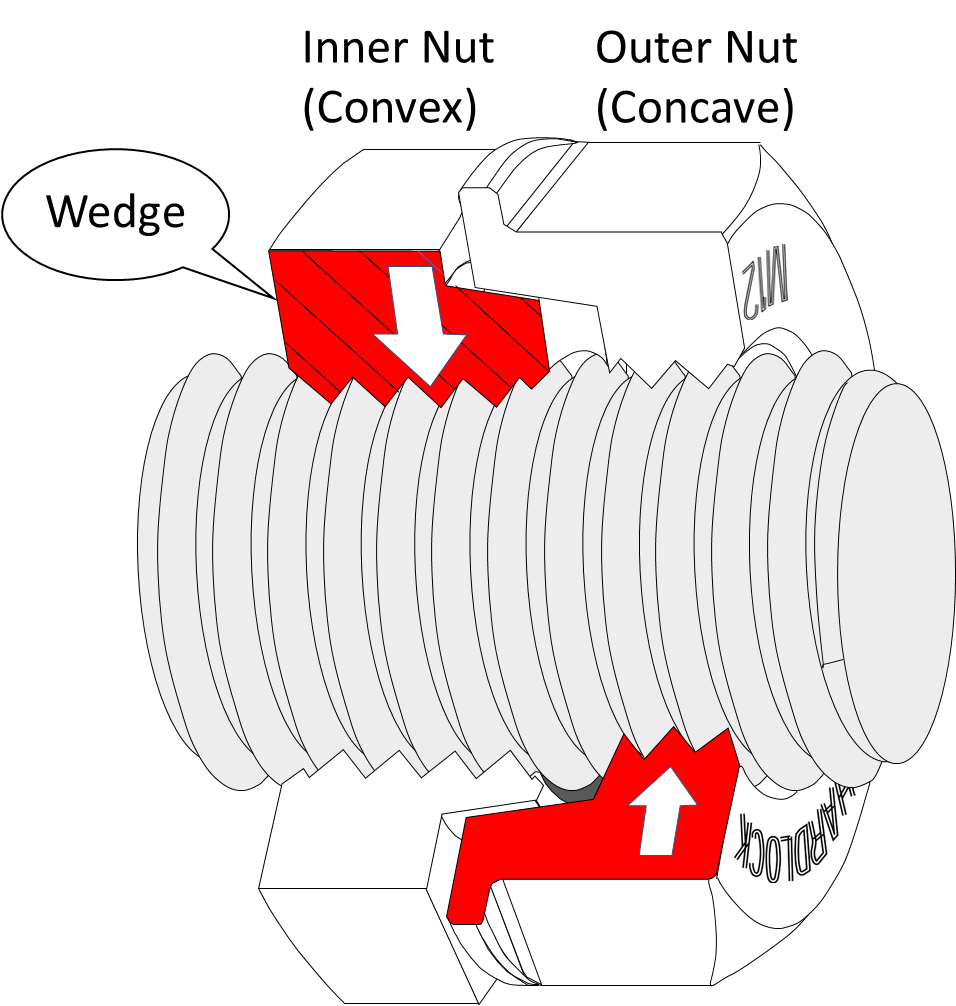
HARDLOCK Nut is composed of 2 nuts (Convex & Concave), the nut with the off-center protruded section (convex) is installed first to preload the assembly, then the nut with the centered recessed section (Concave) is tightened on top so that the two sections fit snug together. During the assembly, the Concave nut will be pulled towards the off-centered Concave nut, pulling the threads of both the inner and outer nut into each other (just like a zip tie) closing the thread gap.
Thought process behind the Invention
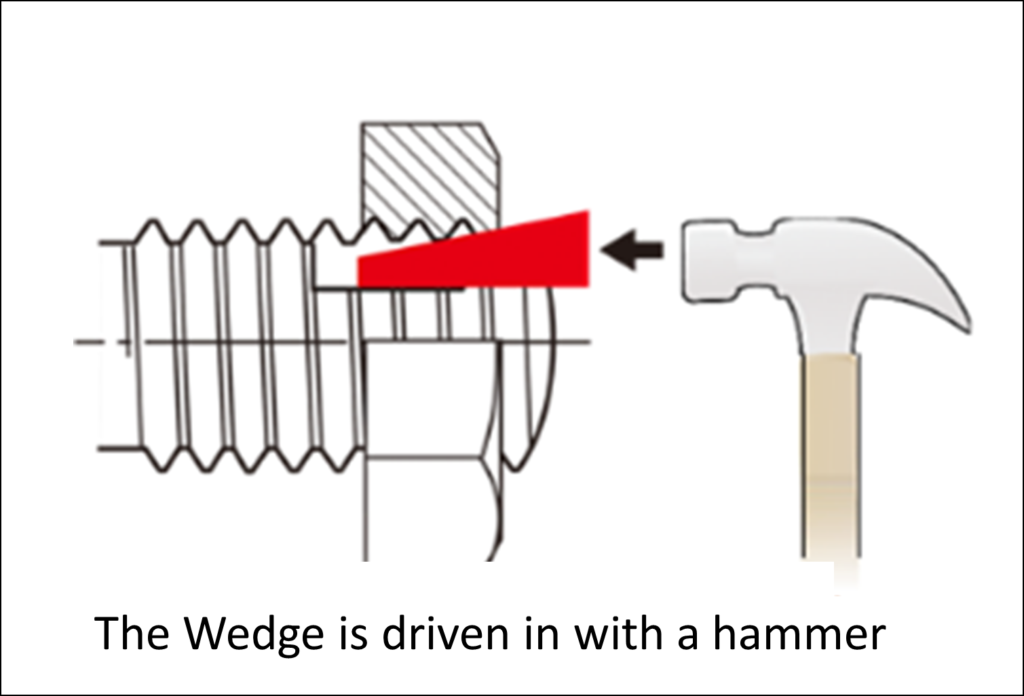
We first try Hammering a wedge in-between the bolt and nut. Hammering requires a lot of muscle, being impractical.
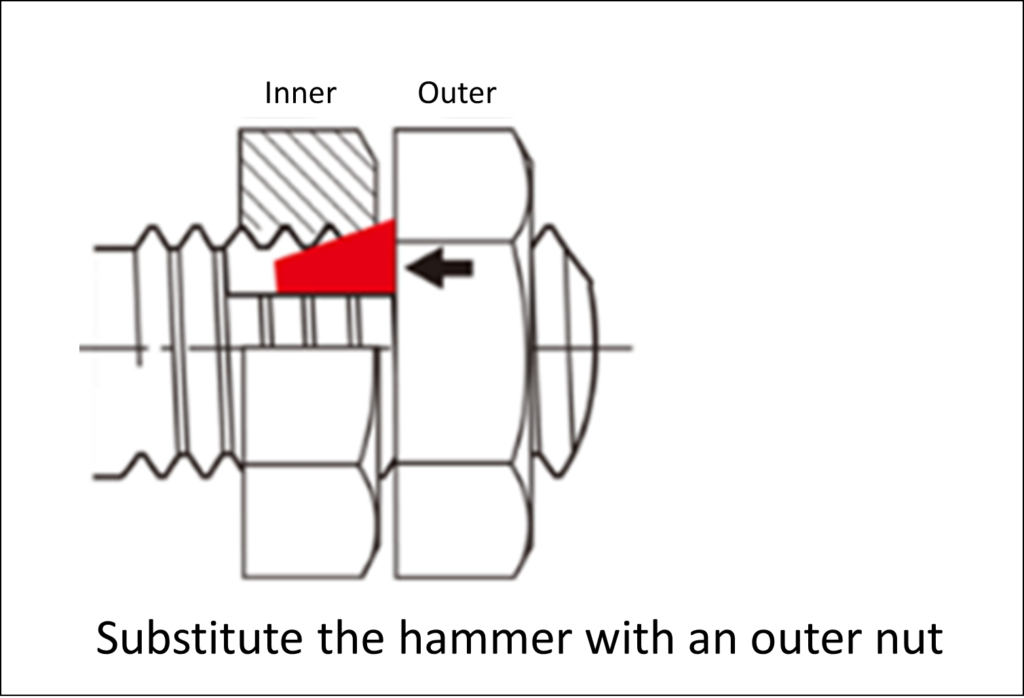 Next we try utilizing an outer nut to drive the wedge in for us. The problem is, the lock is permanent, we can`t remove the wedge.
Next we try utilizing an outer nut to drive the wedge in for us. The problem is, the lock is permanent, we can`t remove the wedge.
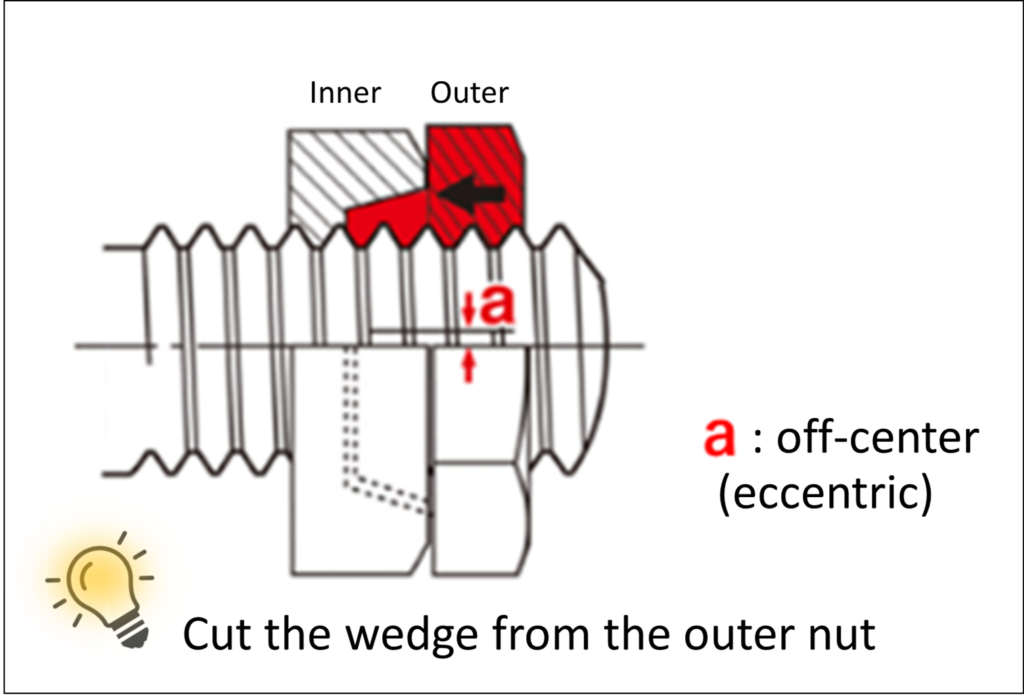 What if we cut an eccentric section out of the outer nut creating a wedge? Assemble/ disassembly is easy!
What if we cut an eccentric section out of the outer nut creating a wedge? Assemble/ disassembly is easy!

We have designed HARDLOCK Nut so that the inner nut contains the wedge section, and the outer nut has a recessed section representing the hole the wedge is hammered into. The wedging mechanism is special because the inclined surface of the wedge converts the axial energy into transversal energy. The threads of the nut are pushed not into the flanks of the bolts threads, but into the depths of the thread creating a very tight fit. The classical technique of using a wedge, fuses the HARDLOCK Nut to the bolt, maintaining a very secure and integral joint resistant to all vibrations and shocks.
HARDLOCK Nut
![]()
All threads of the nut are completely engaged into the bolt,
allowing maximum slipping resistance
Common Locknuts

Common locknuts such as Nyloc nut,
remove thread clearance only partially
With exception of Double nutting and thread-locking fluids, A majority of loosening prevention devices only engage 1~2 pitches worth of threads. It is easy to understand why HARDLOCK Nut, which engages all threads for the total height of 2 nuts worth of threads, is successful in locking the thread assembly against all dynamic forces.
Many experimental studies and literature show evidence of the locking effectiveness of Double Nutting (Jam nuts) and Thread-locking fluids. These devices are effective because they engage across all the threads not just one-side or partially. Making them very effective for preventing loosening.
However, Double nutting only engages across all threads and prevent loosening when installed in a specific way. Regular installation techniques such as sequential installation is not effective and will result in loosening. For the nuts to completely prevent loosening, the bottom flanks of the inner nut, and the top flanks of the outer nut must jam into the bolt threads. This can be achieved by holding the bottom nut in place with a special technique called the “nelson hold” in Japan.
For Thread-locking fluids, each installation becomes a time consuming process. Each bolt has to be cleaned thoroughly before applying the adhesives. After the nut has been installed, the curing process takes 24 hours. Also we can`t forget that thread-locking fluids have an expiry date, making inventory management a challenge.
The HARDLOCK Nut improves on double nutting, allowing for simple sequential installations without requiring fixing of the inner nut with a separate wrench. Double nutting requires special installation techniques because the thread engagement occurs in the axial direction, interfering with preload. HARDLOCK Nut changes vertical movement of the upper nut into horizontal movement, clamping the threads in the transverse direction. Perhaps the only loosening prevention device which can be used easily to completely lock the bolt with little to know knowledge of the subject.
4.Safe Joint Design
Safe Joint design requires setting a sufficiently high preload in order to prevent potential fatigue failure. High Cyclic tensile compression loading is the culprit that causes our bolts to eventually fatigue. If the bolted joint is subjected to stresses lower than the endurance limit, the fatigue lifetime of the bolt is theoretically infinite. Lower preloads can also be acceptable, depending on the cyclic loading in play.
However, we must take the potential loss of preload into consideration. Loss of preload will and can occur from rotational loosening and slackening (non-rotational loosening). High preload lowers burden on the bolt from repeated loads. With lost preload, the burden on the bolt gets larger. After considerable loss in preload, the endurance limit can be exceeded. At first, the joint was thought to have an infinite fatigue lifetime but in reality, the joint suffers from fatigue.
When designing for bolted connections, many designers might just consider tensile compression loading (axial loading). It is recommended to also check the integrity of your joint against Cyclic bending loading and Cyclic transverse loading. These other loading forces work in synergy with each other, increasing the summed stresses, potentially driving your connection to fail a lot earlier than expected.
Our product HARDLOCK Nut, locks your components stopping any and all preload loss (except for slackening) With no concern for preload loss, you know longer need to specify the highest torque and preload for your fasteners. You can be smart, setting appropriate smaller torques, using smaller tooling and less effort to undergo installations. Lastly, preventative maintenance can be disregarded for; No more retorquing bolts and nuts; No nasty broken bolts found.
Envision the scenario that your bolted connection are installed with with low preloads and fatigue loading is occurring. This can occur because accurate preloading of an assembly is difficult, torque doesn`t necessarily produce the required preload. If you use locknuts that are ineffective, this can further provoke loss of preload, causing breakage at a even earlier stage. If you were to use an effective locknut as mentioned above, even in this case, fatigue failure can at least be slowed down. This is the key to ensuring integrity, and mitigating risk.
HARDLOCK Nut Features
1Un-rivaled locking ability
Especially effective against Cyclic Transverse Loading.
2Convenient when high torques aren’t unachievable
HARDLOCK Nut can prevent loss of preload, for tensile sensitive and weak material parts.
3Locking ability is consistent with re-use
The inner and outer nut combine in a way that doesn`t damage the nut. No part of the nut is plastically deformed, allowing for re-use without concern of loss of locking ability.
4Installation is easy and achievable for anybody
No special double nutting installation techniques required. Installation is achievable even by beginners with just any old wrench from the hardware store.
5Customizable! Shape, Material and Coatings are up for discussion
We are flexible and willing to manufacture our product to work with your application. You can choose freely the material and coating that suits the usage/ operating environment.