 Chinese
Chinese Korean
Korean Japanese
JapaneseBolt Locking Devices And Methods
Bolt Locking devices and methods exist to prevent the loss of strain in the bolt (prevent loss of preload). One Locking methods is not guaranteed to be compatible with all usage cases, thread sizes. Careful thought must be given to the applications environment and specifications. In this article we will refer to Bolt locking devices as Self-locking devices for clarity.
We can break down the most common types of self-locking (bolt locking) devices into 3 categories.
1Fall-off Prevention (Partial preload loss mitigation) – Prevent nuts from falling off
2Jamming / Adhesive Methods ( Full preload loss mitigation ) – Tension Independent Locking
3Compensation for Relaxation, Embedment and Creep ( Non-positive locking devices )
If the design does not require maintaining sufficient preload, please use “1. Fall off Prevention“. When preload is important for your application, please use “2. Jamming / Adhesive Methods” to stop rotational-loosening. However even when using “2. Jamming / Adhesive Methods” depending on the application, relaxation, embedment, settlement factors (Non-rotational Loosening Factors) can result in considerable losses in preload. In this case, please investigate the use of “3. Relaxation, Embedment Prevention” Devices.
1. Fall-off Prevention
(a) Positive Locking Devices
Positive Locking Devices forcefully prevent the nut from moving without relying on the friction between two surfaces. They usually take advantage of the shape of a hexagonal nut, clamped component edge or a hole in the bolt to prevent rotation.
Example products: Crown nuts with cotter pins, Wire-locking, tab washers (locking plates) and push-on fasteners.
(b) Thread forming / Tapping
Thread forming screws can be found in applications such as wooden furniture around the house. These screws form the mating threads when secured into a hole. When the screws are driven in, the pilot hole material is plastically deformed, displaced; forced around the screws threads. The mating threads create a tight fit with zero clearance, eliminating the need for other locking devices.2) Huck bolts
Huck bolts which works on the same mechanisms as rivets, have a collar which is fitted around a bolt. Special tooling is used to apply pressure to the collar axially. This presses the bolt threads into the collar forming a tight fit with zero clearance.Example products: Thread forming screws, Huck bolt
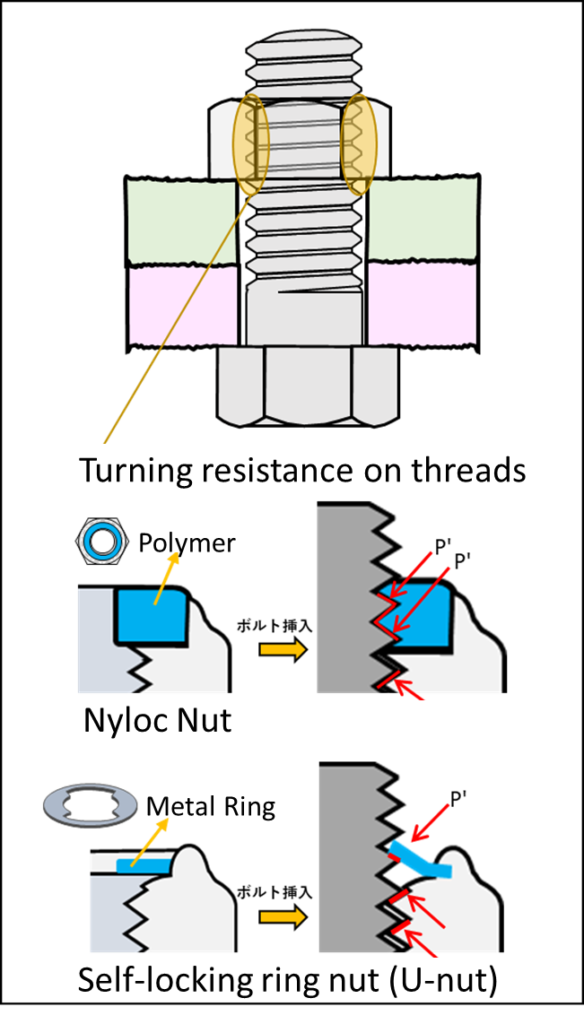
(c) Friction Locking Types (Increased torque / turning resistance)
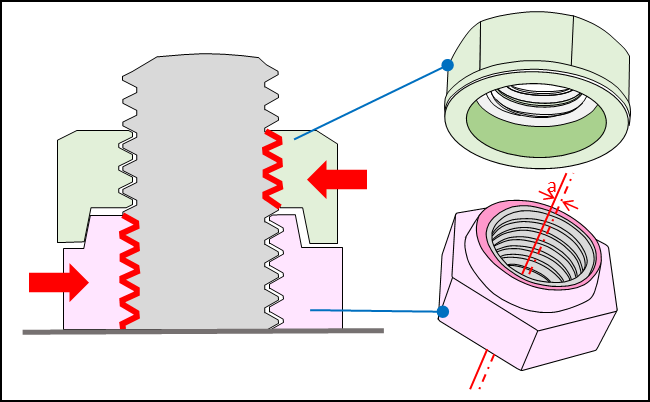
Prevailing Torque is the torque required to run a nut down a thread before seating the nut (turning resistance). If torque is not required, we call this Free-spinning. For prevailing torque type nuts, threads are deformed in such a way that metal interference occurs. The interference between the threads creates a turning resistance which requires a certain amount of torque to rotate. Threads can be deformed, or the threads effective diameter can be reduced, or special shaped threads can be used, or Polymer (plastic) can be inserts. There are two types of Prevailing Torque type nuts; Non-metallic insert Nuts (Nyloc Nuts) and All metal locknuts (Distorted thread locknuts).Examples: Polymer insert fasteners (Nyloc Nut), Ring insert fastener (U-nut), Distorted thread locknuts (Offset pitch fasteners, Deformed top section).
Non-metallic insert standards: DIN 985, JIS B 1199-1, ISO 7040, ISO 7041
All-metal standards: DIN 980 V, JIS B 1199-2, ISO 7042, ISO 7719
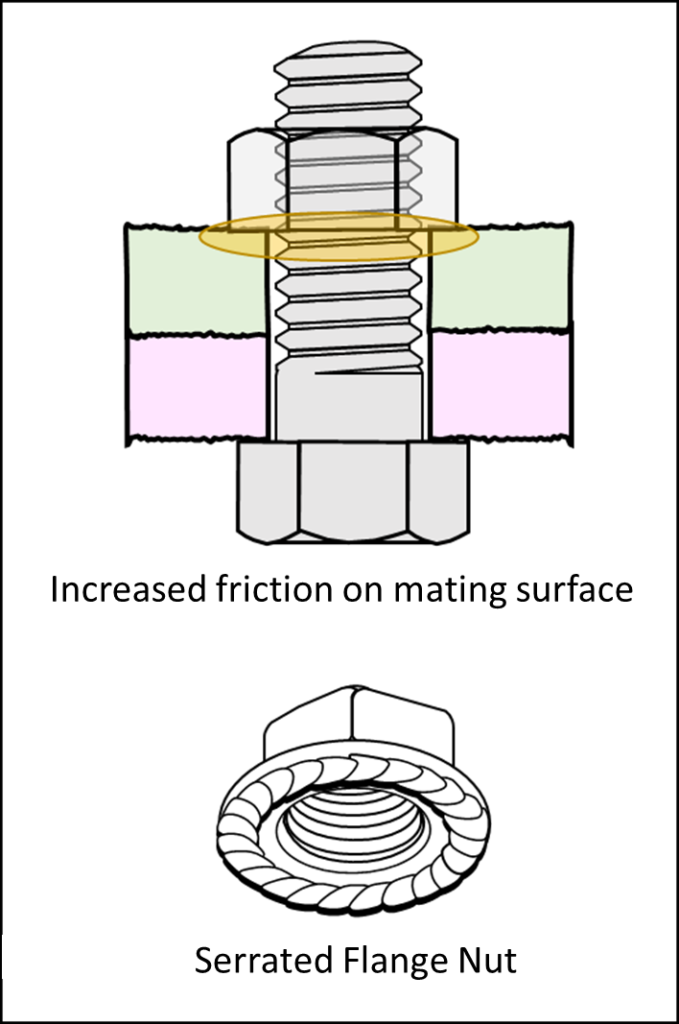
Flange bolts/ nuts and there serrated versions increase friction on the bearing surface. The enlarged outer diameter of the flange results in an increased surface area, leading to an increase in surface friction. Unlike Prevailing Torque Type devices there is no increased friction on the mating threads. A Serrated Flange bites into the bearing surface further increasing friction. The bearing surface must be soft enough to allow the serrated flange to make indents, this can often be overlooked. Flanged components should be mounted directly onto the bearing surface with no in-between washers.
Summary
Fall-off prevention devices such as Positive locking devices and friction locking devices ( Prevailing Torque, Flanged ) prevent the nut from backing-off the bolt and falling off. They have limited capability to prevent loss off preload in the assembly. But can prevent gaps from occurring between the nut and the bearing surface.
Positive locking types are highly trusted for use in aviation and military. When positive locking devices are installed correctly with sufficient preloads, even under exposure to vibrations, loss in tension can be kept to a minimum. However small losses in tension can not be avoided. Locking wire and locking plates will slightly bend, warp when the nut slips free under vibration. Cyclic vibration can even cause positive locking devices to break off from fatigue fracture. Unfortunately, common use is avoided. Positive locking device installation are time consuming, not being an option for many large scale projects. Also Specialist knowledge is required to get consistent and effective results. Installation by untrained engineers (amateurs) can lead to catastrophic failures.
Prevailing-torque locknuts exist in many forms. The locking ability will increases with higher prevailing torques and more threads being exposed to turning resistance. Prevailing torque will decrease with re-usage, decreasing effectiveness of the locknut.
2. Jamming / Adhesive Methods
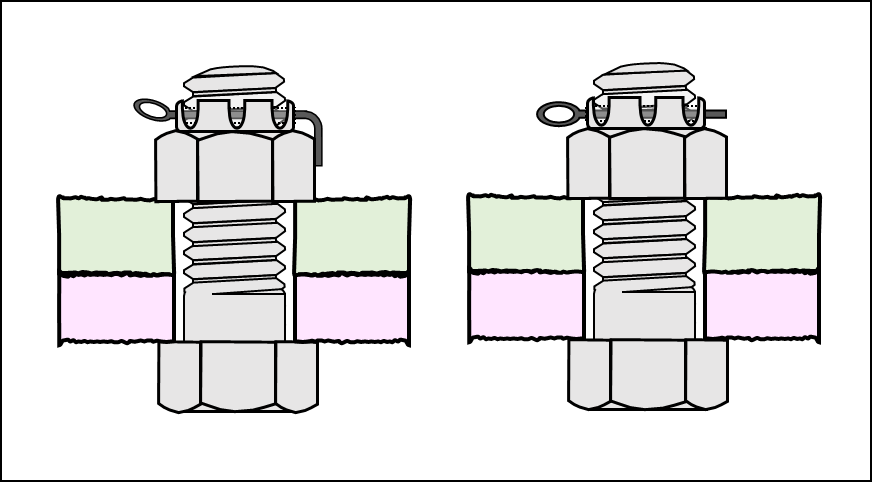
(a) What is double nutting?
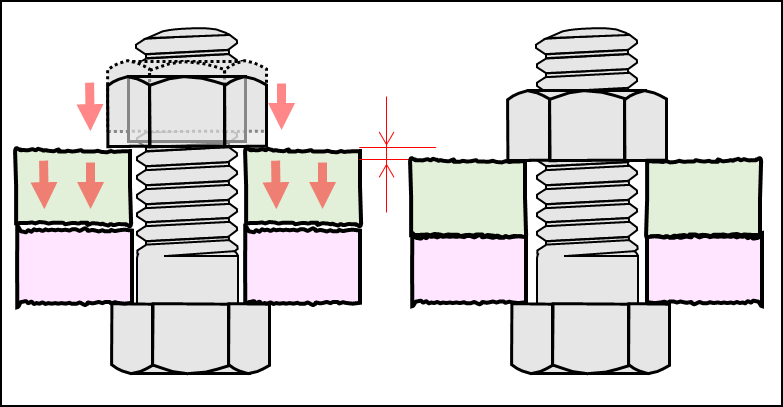
Double nutting (also referred to as jam nuts) is a two nut system that prevents relative thread movement by eliminating the gap between the threads vertically (axially). Often Double nutting utilizes a larger and a smaller nut (jam nut) to jam the threads together. After installation, the bolts threads will come in contact with the top flanks of the bottom (jam nut) and the bottom flanks of the top nut eliminating movement. (See (c) in below diagram )
There are many method to install Double nuts, however after testing, many popular methods were found to be ineffective, loosing more than half of original preload and large variation in locking ability. At HARDLOCK we tested various methods of installation and found the Japanese “Nelson Hold” tightening method to be the most effective. This method derives from rotating two nuts at the same time in towards each other, resembling a nelson hold.
There are two effective “Nelson Hold” tightening methods:
1. Outer nut rotation method: Inner nut is tightened to 50% of standard torque value. Outer nut is tightened to 200% of standard torque value while holding inner nut in place.
2. Inner nut rotation method: Inner nut is tightened to 100% of standard torque value. Outer nut is tightened to 100% of standard torque value. Inner nut is released 50% of original rotation while holding outer nut in place.
* Standard torque value refers to the torque required to achieve appropriate preload for one regular nut.
The “Nelson Hold” method achieves the (c) state in the diagram, where all gap between the threads has been eliminated axially and a separate tension/ strain in the bolt will exist between the two nuts. Although being popular, just tightening the inner and outer nuts in sequence would only bring us to the (b) state, not giving sufficient locking.
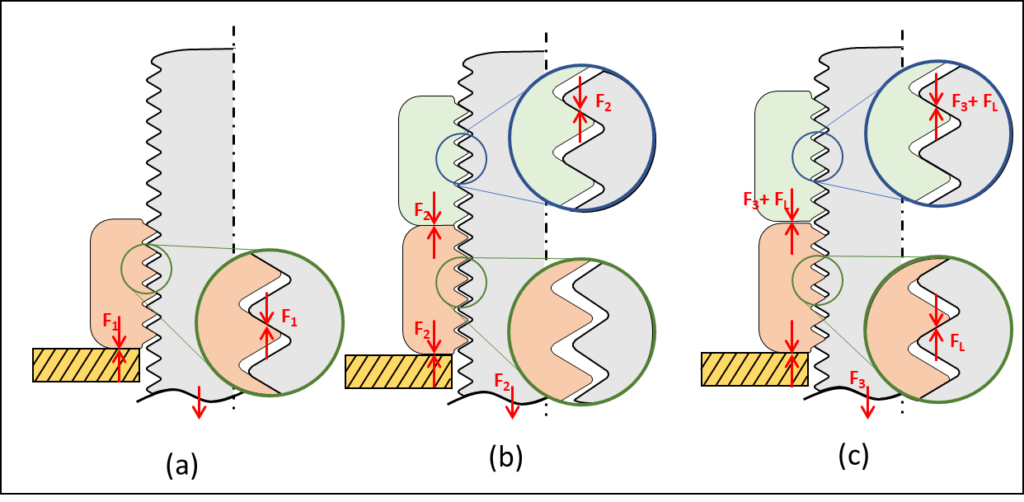
Unlike a regular nut, a sufficiently locked Double nut in the (c) state, will have all of the bolts load applied to the outer nut. The inner nuts threads will be pulled in the opposite direction creating the locking effect. Often seen in other double nut tightening methods, the nuts are in the (b) state, and the inner nut (jam nut) will not have any load applied to the thread.
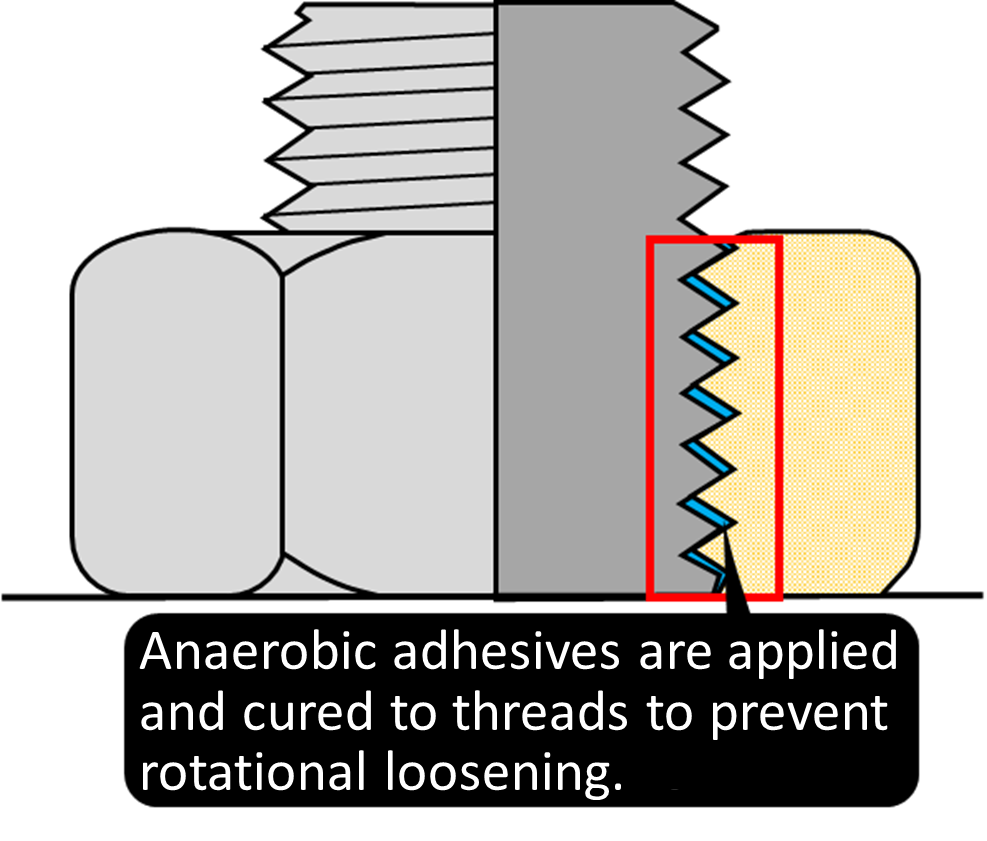
(b) Thread-locking fluid – Anaerobic Adhesives
Thread-locking fluids are anaerobic adhesives which cure when applied to screw threads, filling the gap between the threads (zero-clearance), preventing the fastener from rotating loose. Anaerobic adhesives start curing when exposed to metal and suppressed from oxygen. The curing process can take up to 24 hours to fully cure, not allowing for instant up time after maintenance.
(c) HARDLOCK Nut
HARDLOCK Nut similar to double nutting prevents relative thread movement by eliminating the gap between the threads. But unlike double nutting, the HARDLOCK Nut jams the threads in the transverse direction not the axial direction. This is achieved by “Wedging” the two nuts together.
Similar to correct Double nutting, loss of preload due to rotational loosening factors can be completely mitigated. Also, unlike Double nutting, the inner and outer nut can be sequentially tightened not requiring any wild “Nelson” holds requiring two spanners. In other words, Pneumatic tooling can be used to install two nuts in sequence, making the installation process quick and simple.
Click here to take a look at vibration testing results with HARDLOCK Nut.
Summary
Jamming and Adhesives locking methods can completely mitigate preload loss from rotational loosening if installed correctly. These methods should be prioritized over Fall-off prevention mechanisms. In most circumstances, a small amount of initial preload loss is unavoidable and is attributable to settlement between contact surfaces. If you are having tension loss problems when using these methods, please first check that you are using a When using preload loss is still occurring when using these methods, first check for relaxation, embedment and other non-rotational loosening factors. If these factors are at play, please refer to “3. Relaxation, Embedment Prevention Methods” and try using Disc Spring Washers with your chosen Jamming or Adhesive method.
It should be noted that Double nutting methods require a high level of expertise and is not a viable option for most products or maintenance work. Incorrect installations can easily lead to self-loosening of the threaded joint.
Thread-locking fluids are quite popular as they are not just locking devices, but are great to prevent leaking of fluids, having great sealing properties. Disadvantages are that 24 hours are required for curing, the surface must be cleaned before usage and difficulty for maintenance workers to confirm whether thread-locking fluids have been applied or perhaps forgotten.
HARDLOCK Nut was developed to improve on the Double nutting method. Giving the ability for easy sequential installation without the need for special installation processes. By removing gap between the threads, Relative thread movement can be prevented consistently. In regards to installation processes, The HARDLOCK Nut can be installed with no torque by controlling the gap between the nuts, or with torque specs or even angle displacement specs.
3. Non-rotational Loosening Prevention (Settlement, Embedment, etc)
Bolts either come loose when exterior forces are at play causing rotating and slipping on the mating surfaces and bolt threads (Rotational loosening). Or they can come loose due to loss in compression, elongation of the assembly (Non-rotational Loosening). However Non-rotational Loosening can occur from embedding, stress relaxation, creep, thermal expansion and other vital factors.
To learn more about Non-rotational Loosening factors, click here.
Spring Washers
Spring washers can help compensate for loss in preload.
Recommended: Disc spring Washer (DIN 2093)

Summary
Springs are added to the assembly to compensate for loss in compression / preload in the assembly. Springs allow us to store mechanical energy and release it when the opposing preload force is removed. However these spring devices do not lock the components together like many sources claim they do. The most common spring washer is the helical spring washer (split ring washer), but unfortunately the helical spring washers spring characteristics do not give it enough mechanical energy to compensate for sufficient compression in the assembly (Class 8.8 or above). Helical spring washers can act as friction locking devices when the mating surface and nut face are soft enough to allow the washers sharp edges to dig in, but this has the demerit that the nut and mating surface can not be reused.
Disc spring washers have a high spring rate making them more effective for compensating loss of preload in the assembly.