 Chinese
Chinese Korean
Korean Japanese
JapaneseCommon known methods for Vibration Testing
Bolted joints can be evaluated with a number of different vibration testing methods. The testing variations are shown in Table 1. The most common vibration testing methods for bolted joints are Junker test and NAS vibration test, for which there is a detailed explanation below.
Testing fasteners for effectiveness against loosening is very challenging, especially since there are no specific guidelines on a global level. For example the all so common NAS vibration test is a test commonly used in the Aerospace industry. The test evaluates fasteners against repeated heavy impacts in the transverse direction. If the fastener rotates 1 full degree relative to the bolt, it is considered to have failed. If not, it is considered to have passed. Tests such as this, only provide us with a binary answer to the question on “Does this fastener come loose or not”. However, there are more important questions to ask, such as “How much preload does this fastener loose over time”. Which it would then be recommended to do a Junker test. It is very important to make sure the question you are asking is actually being answered by the testing method. Also whether or not the testing conditions match the real-use case conditions. In some cases it is more suitable to do a pilot test to obtain creditable data.
Table 1.Vibration testing methods
| Testing Methods | Explanation | |
|---|---|---|
| Junker Test – Transverse Loading | The test rig is comprised of a stationary plate and a glider plate. A testing bolt/nut are inserted through the two plates to bolt the two together. The glider plate moves in the transverse direction to the stationary plate, subjecting the bolt to cyclic transverse vibrations. There is no rotation of the assembly, displacement of the plate and vibration impacts the bolt in the same direction. | |
| Torsional or Angular vibrations | Torque adding | Rotational vibration is applied around the axis of bolt to movable fastened plate. |
| Shaking | Movable fastened plate with added moment from the dead weight, fixed part is vertically shaken on the shaking table. | |
| Cyclic Axial Vibrations | A test rig similar to fatigue failure testing is used to exert axial load pushing the bolt head and nut in opposite directions. This axial loads are repeated until fastener loosens. | |
| Shock Load Testing | Transverse Shaking (NAS Vibration Test)US Aircraft Standard NAS3350 |
The testing bolt/ nut are fastened to a collar and sleeve. The NAS test rig is oscillated up and down, letting the fastened bolt, nut, collar and sleeve to move in free-fall within the slots available clearance, causing large shocks in the bolted parts after colliding with the walls of the slot. |
| Drop Shock Test | After fastened, a testing rig comprised of a bolt, nut and 2 cylindrical parts is dropped repeatedly from a predetermined height, subjecting the parts to sudden and extreme shock loads causing sudden spikes in the bolt load, or sudden slipping under the bearing surface. | |
| Hammer Shock Test | The fixed plate and shock absorbing plate are fastened with a test bolt/ nut. Shocking load is applied transversely to the bolts axis by swinging down a hammer into the shock absorbing plate. | |
*Reference: Isamu Yoshimoto “How to use JIS Series”, “Bolted joint design – important points (Revised Edition)”, Japanese Standards Association (2002)
Junker Test (
ISO 16130: 2015
– Aerospace series vibration test)
In 1966 Professor Gerhard Junker had his paper ‘New Criteria for Self-Loosening of Fasteners Under Vibration’ published in SAE Internationals journal. This paper investigated transverse loading and the mechanisms that are in play. He found that axial loading were inferior to transverse loading, the radial movements of the nut were significantly smaller than transverse loading. It was established that bolted joints can come completely loose when subjected to Cyclic transverse vibrations. In order to quantitatively evaluate the effectiveness of loosening resistance, Junker developed a test machine called a ‘Junker machine’. In 1969, German standards (DIN 65151) were published based on the methodology in Junkers paper. Based on its predecessor, In 2010 a new tougher standard DIN 6515 was published. Then finally in 2015, Junkers methodologies were recognized on a global scale, with the publishing of ISO 16130. Unlike the DIN standards, ISO 16130 is intended for use in the aerospace industry.
The Junker fastener test assembly consists of a glider plate and stationary base. The Test bolt and nut are inserted through the middle, and then installed to the required torque or preload. The Junker machine consists of a motor connected to an eccentric cam which then connects to a glider plate, moving the plate back and forwards in the transverse direction. A load cell in the stationary base measures clamp load. During testing, the fastener looses clamp load. This data is collect and used for quantitative evaluation of loosening prevention. Preload and torque can be monitored during installation to obtain information about the total friction in the assembly. Other sensors such as the transverse force sensor, displacement sensor and load cycle sensor are combined to gather sufficient information for fastener analysis.
The test sets a general standard, specifying ‘typical’ settings. In other words, ‘optional’ requirements for Transverse displacement, frequency and clamp force. The test emphasizes ‘achieving reproducible results’, ensuring that the previously mentioned settings be defined unambiguously. Test results obtained from different testing facilities can be compared, allowing designers and users of bolt locking technology to make better decisions in their bolted joint design.
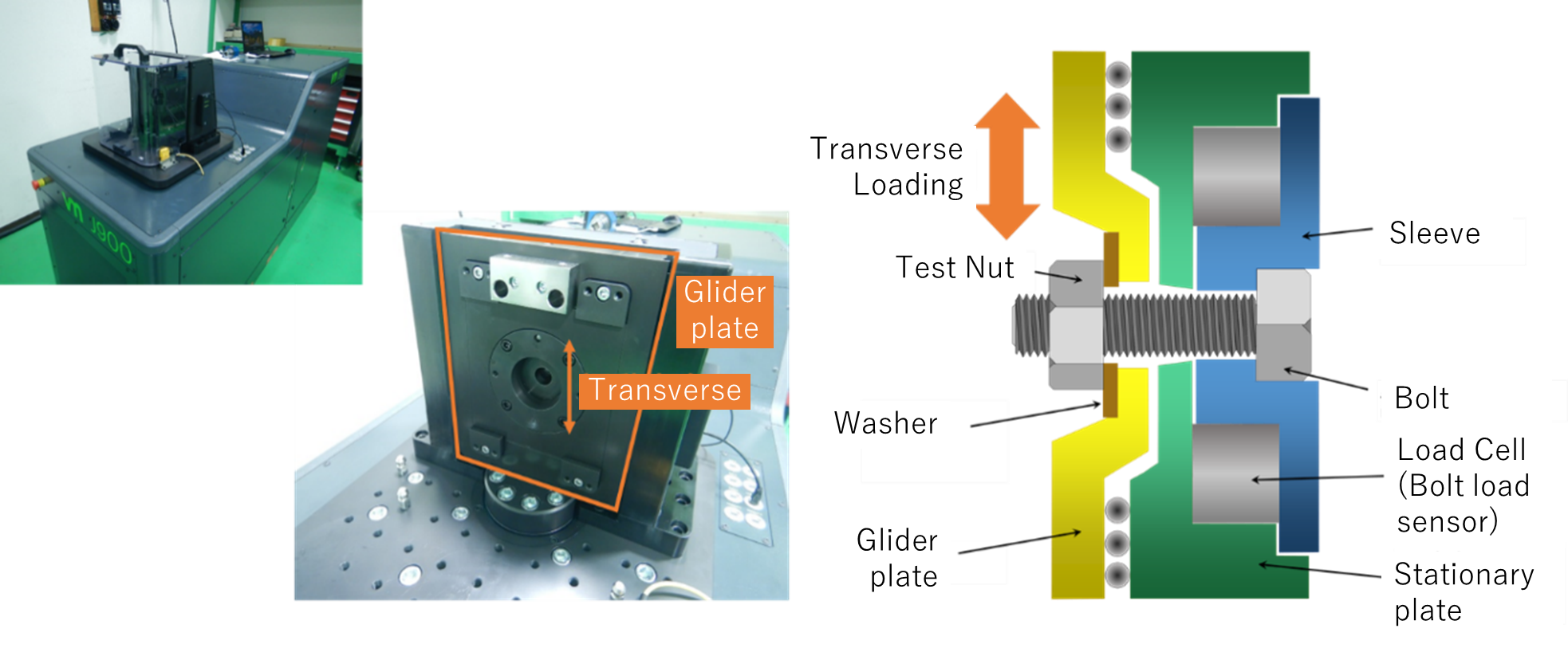
Junker Test Machine and Test rig
See here for more details about Junker Test.
NAS Vibration Test (National Aerospace Standard)
NAS Vibration Test is a mechanical test to determine whether a bolted joint comes loose when subjected to shock loading in the transverse direction. The test method is to be conducted in accordance with NA0009 for Metric and NAM1312-107 for Unified fasteners. The testing rig shall follow NAS3350 standards.
The fastening testing rig is comprised of a body with an elliptical slot/ hole for the collar to fit in. A washer combines with the collar to make up the bolted joint parts. The washer and collar which is inside the slot of the body, are fastened with the testing bolt and nut. The collar is then free to move vertically within the body’s collar. The fastening testing rig is then installed to the vibration machine’s shaking plate.
After starting the test, the test machine throws the testing rig up and down, the collar of the bolted parts which are free to move within the restraints of the test rig slots repeatedly collide with the top and bottom of the slots walls. Each time the collar collides, the washer still carries the forward momentum creating slips on the washer-collar interface, and subjecting the bolt to bending forces. The vibrations impact for short durations and with very high amplitudes. The shocks easily overcome frictional forces on the bolts connecting surfaces such as the bearing surface and threads.
Unlike the Junker test, the criteria for determining loosening does not make consideration to loss of preload in the joint. After a joint is subjected to approximately 30,000 cycles (17 minutes) of vibration at frequency 1780~1800 cpm, the relative rotation of the bolt is observed. If the relative rotation of the bolt is less than 1 full rotation (360 degrees), the nut is considered to pass the test. If not, a fail. To make a better evaluation of fasteners, the time/ number of cycles passed until failure can also be considered.
NAS Vibration Test is a test suitable for comparing the effectiveness of vibration prevention for fasteners. However, this test is not suitable for analysis of fasteners because change in preload over time is difficult to record and variance in preload is hard to identify.
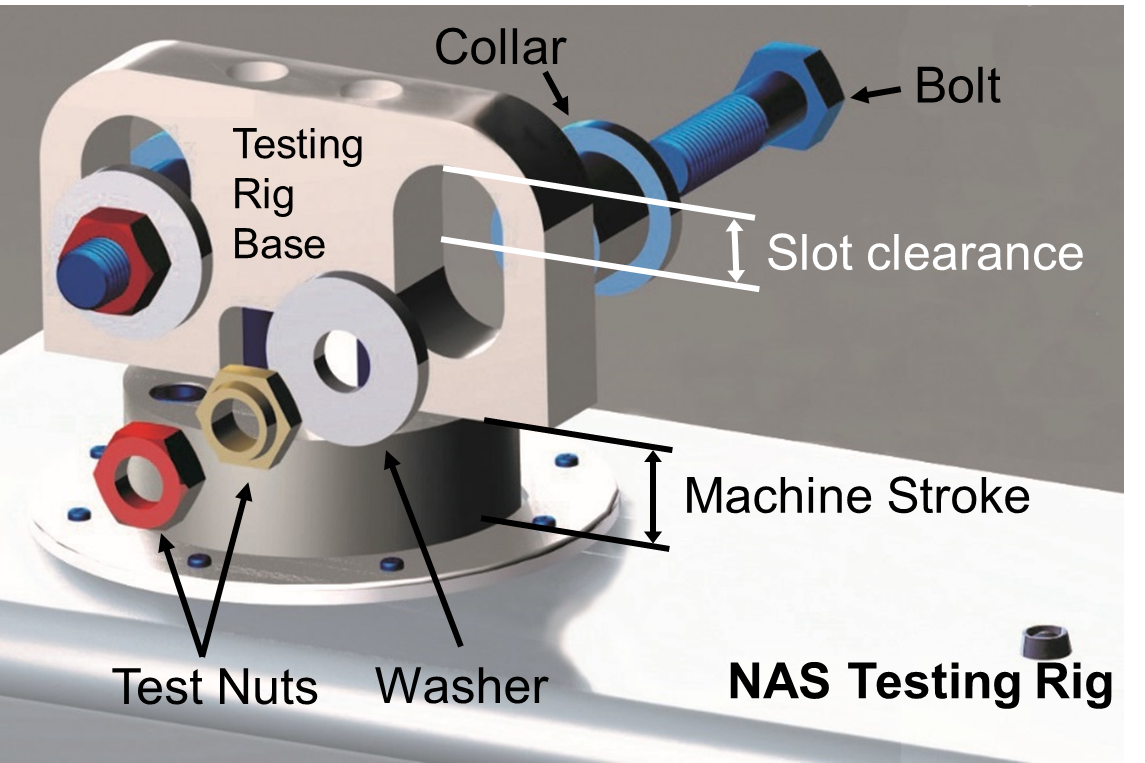
Arrangement of the Test rig (NAS Test)
「View more about the NAS Test here」